
һ��ê�̼��ĺ���
��תҤ�ڳ�ʩ��ʱ������Ӧ����Ͳ���ڱ�,�������ճ����Ͳ���ڱ��ϵľ��ڳ��ٳ�ʱ����Ľ�ע�Ϻ�ê�̼�,�ڱ�֤Ͳ���ڱڸɾ��������,���������ȺϽ��(һ��Ϊ1Cr18Ni9Ti)�Ƴɵ�ê�̼���ê�̼�����״��Y�͡�V�͵ȣ���תҤ�ڳij��õ�ê�̼�ΪY��(��ͼ1),ê�̼�����������ȡ����¯�ǻ�����״������IJ������ȡ�ʹ���¶Ⱥ�ʹ������(�����������Ъ����)���Լ��������ܵ���Ӧ���ͻ�еӦ���Ĵ�С���Խ���ê�̼����ԣ����������õ�ê�̼���С���Ϊ150mm,�����س����ê�̼������Ϊ300mm���罽ע�Ϻ��Ϊ100mm����ê�̼���ֱ��ͨ����6〜12mm��������200mm����ʱ����ֱ��һ����10〜12mm,ê�̼��ĸ߶�Ϊ��ע�Ϻ�ȵ�70%〜80%,ê�̼����ڼ��Ϊ200mm,������֮��ļ��Ϊ100mm,��תҤ���ճɴ������ɴ�һ���������ڳ��¶ȳ��ڱ��ֽϸߵ�ˮƽ,�ټ���Ͳ����������һ���̶ȵĻ�е��,��ê�̼�Ӧ��ȡ���ܡ��Ӵּ�����
��תҤ�ڳĵ�ê�̼�һ��ÿ�����У��������д������á�����ê�̼�����ͨ��ӦͿˢ���ࡢʯ������ϵ繤���Ͻ���,���Լ1-2mm,������Ϊ������������ϵ�����ͻ���ϴ�ê�̼��ĺ���Ӧ���������ι�,�ֲ�����,���Ӻ�Ӧ����ֲ�״��������ǿ�Ƚ��м�ˡ�Ȼ����������״��ê�̼��������ê�̼��ĸ߶�ӦΪ�����Ϻ�ȵ�2/3��
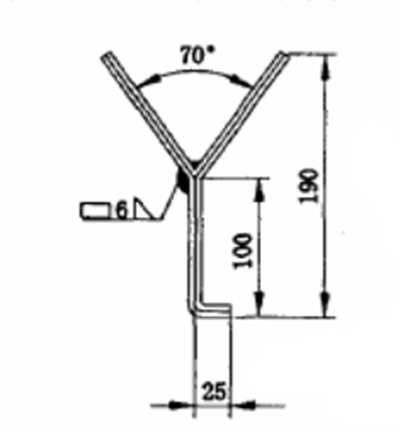
ͼ1 ��תҤ�ڳ�ê�̼�ʾ��ͼ
������ע
��ע��һ�����ǿ�����������ע�Ͻ���ɽ�������������ע����ע���̷ֽ�ע�ϵĸɻ졢ʪ�졢���䡢�����ĸ����衣Ϊ��ʹ��ע�ϸ��������ϡ��������Ӽ���ֻ�ϣ��Ӷ�������Ķѻ����غ�����Ӧ��ǿ�ȣ�һ��Ҫ��ɻ�ʱ�䲻����ʪ��ʱ�䲻����3min��ʪ��ʱӦ�ϸ���Ƽ�ˮ��,ˮ�����˹�����Ϊ���ŵ�ˮ���ͻ�ע����ˮ��������,��ǿ�Ƚ��ͣ�������������
��ע�ϻ�Ͼ��Ⱥ��ٳ�������С�����䵽ʩ����λ����עʱһ����ϱ���,�ϼ��������Լ2min������ע�ϱ��淺�������罬�����������ų�Ϊֹ,��ʱ�䲻�˹���,���⽽ע���еĸ��������Ϸ���ƫ��������ע����ǽ���õIJ���Ӧ����30����������,��ʼ�����IJ��Ͻ�ֹʹ�á�
�����ڳ�ʩ���еļ�����ǿ��ʩ
�ڳ���ʩ���У��ڳ��ȷ�����ÿ��600mm��Ӧ��һ������Լ3mm,�����4050mm�����ͷ죬����Ӧ�ڳ������¹����б����������͡�
�������ķ���:��ÿ�������ͷ�֮����ֱ��Ϊ4��6mm�ĸֽ���3������ڳ����ܺ�ȵ�1/2〜1/3�������ף��������ڳ��ں�Ҥ���������ˮ�ֵļ�ʱ�������ų���
�ġ��ڳĵ�����
��ע��ʩ��24h���Ѿ��γ���һ����ǿ��,�Ϳ��Բ��ģ��,������Ȼ�������ͻ�ע�����¶Ȳ�����15��������,����ʱ����3���3������,����ʱҪ��ȡ���´�ʩ,����ʱһ�������Ȼ������



