
随着耐火材料的发展,不定形耐火浇注料所占的比例越来越大。从传统的水泥结合浇注料开始,陆续开发出低水泥浇注料、超低水泥浇注料和无水泥浇注料。这主要是因为超细粉与微粉的引入降低了水泥的用量。这一类浇注料相比于传统的水泥结合浇注料具有更高的致密度、耐火度和更优良的抗渣性。但同时它也带来了一些弱点,如烘烤时易发生爆裂,影响其使用。
针对其抗爆裂性差的原因,国内外学者研究认为,主要有以下两个原因:一是超细粉引入后,填充许多细小空隙,使浇注料透气度降低;二是加入超细粉后并不形成传统水泥浇注料中所形成的CAH10、C2AH8和C3AH6等水化物,而是形成类似沸石型的钙铝硅水化物,而这类水化物在300℃以前脱水比传统水化物缓慢得多,这就使得其在300℃前很少因水化物分解而形成排气通道。
ρ-Al₂O₃结合浇注料是一种高性能无水泥浇注料,与含水泥结合的浇注料相比,ρ-Al₂O₃结合因其纯度高、含Ca量极低,在高温使用过程中,不会生成钙长石或钙铝黄长石等低熔点液相,具有更优异的高温使用性能。但有研究表明,与低水泥结合浇注料、超低水泥结合浇注料和溶胶结合浇注料相比,ρ-Al₂O₃结合浇注料的抗爆裂性更差。但目前对于ρ-Al₂O₃结合浇注料的抗爆裂性能方面的报道较少,本工作中以电熔白刚玉为主要原料,ρ-Al₂O₃为结合剂,通过改变SiO₂微粉的加入量研究其对抗爆裂性能等的影响。
试验
1.1 原料
试验用主要原料为:电熔白刚玉颗粒,粒度5~3、3~1和≤1mm,w(Al₂O₃)≥99.4%;电熔白刚玉细粉,粒度≤0.074mm,w(Al₂O₃)≥99.4%;活性α-Al₂O₃微粉,d50=1.198μm,w(Al₂O₃)≥99.38%;SiO₂微粉,d50=0.268μm,w(SiO₂)≥96.77%;结合剂为ρ-Al₂O₃,d50=2.4μm,w(Al₂O₃)≥99.6%;减水剂为六偏磷酸钠。
1.2 试样制备
配制编号分别为S0、S1、S2、S3、S4、S5、S6的7种试样。将配好的料先于料袋中用手预混,再倒入搅拌锅中干混90s;然后加水湿混150s,振动浇注成40mm×40mm×160mm、50mm×50mm×50mm和50mm×50mm的样坯,室温养护24h后脱模;再于110℃干燥24h后,在空气气氛中1400℃保温3h热处理。
1.3 性能检测
按GB/T5988—2004检测试样的线变化率,按GB/T2997—2000检测试样的显气孔率和体积密度。按GB/T3001—2007检测试样的常温抗折强度,按GB/T5072—2008检测试样的常温耐压强度。按GB/T3000—1999检测试样的透气度值,使用压汞仪检测试样的孔径分布。按照GB/T36134—2018进行试样的抗爆裂试验:振动浇注成50mm×50mm×50mm尺寸的样坯,于室温下带模养护12h后,立即脱模放入抗爆裂实验炉中,未放入炉内的试样于密封袋中密封。记录试样爆裂时的炉温以及发生爆裂时的时间,并将试样爆裂后的样块拍照。采用X射线衍射仪(XRD)和扫描电子显微镜(SEM)分别对试样物相组成和显微结构进行分析。
结果与讨论
2.1 物相组成与显微结构
图1为试样S0、S5和S6在1400℃保温3h后的XRD图谱。从图中可以看出,试样S0烧后的物相主要为刚玉,试样S5、S6烧后的物相除刚玉外,还含有少量莫来石相,且试样S6的莫来石衍射峰比试样S5的略强。这说明,在1400℃下,SiO₂微粉和活性α-Al₂O₃微粉可能发生反应,生成了莫来石晶体;且随着SiO₂微粉含量的增加,生成的莫来石含量也有所增加。
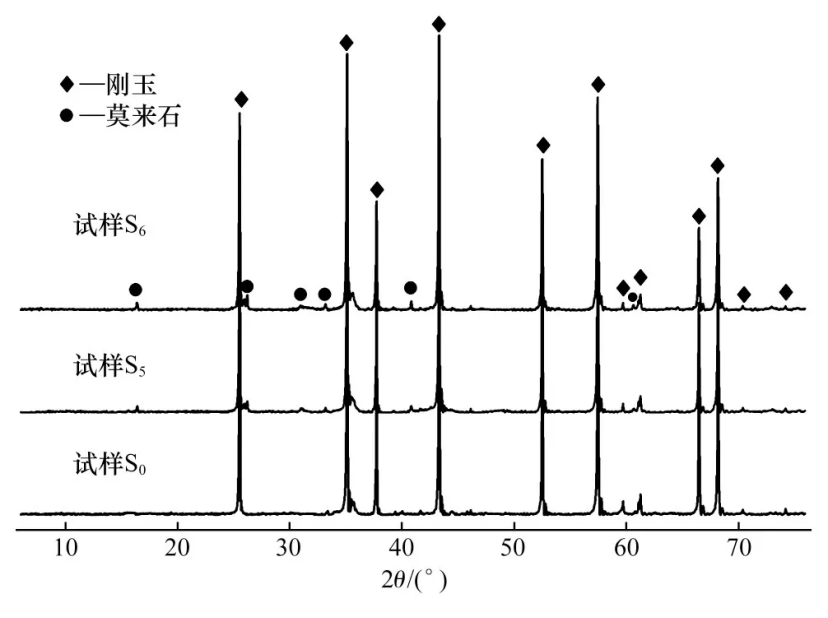
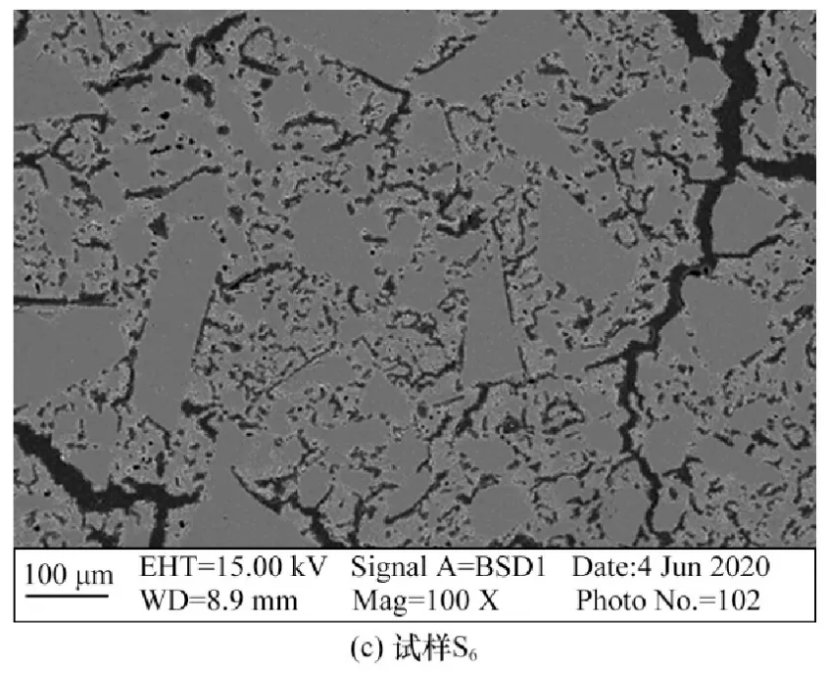
图2示出了试样S0、S3和S6经1400℃保温3h后的显微结构照片。可以看出:试样S0各骨料之间相互独立,而试样S3骨料之间通过SiO₂微粉产生的液相相互结合在一起;随着SiO₂微粉含量的增加,试样S6中产生的液相明显增多,骨料之间的结合更为紧密。这说明,在无SiO₂微粉的情况下,试样S0没有发生液相烧结,骨料与基质之间没有结合,强度非常低;而试样S3和S6发生了液相烧结,各骨料与基质之间有机地结合在一起,且在氧化铝微粉表面可能生成了针状莫来石,使得强度提高。

2.2 常规性能
图3示出了室温养护24h脱模后、110℃干燥24h后以及1400℃热处理3h后试样的常温抗折强度和耐压强度。从图中可以看出:随着SiO₂微粉含量的增加,室温养护24h脱模后的试样的常温抗折强度和耐压强度逐渐增高;经110℃干燥24h后的试样随SiO₂微粉含量的增加,其常温抗折强度和耐压强度先增加后趋于平缓;在1400℃热处理3h后,SiO₂微粉含量为0时的试样强度最低,低于其烘后强度,其他试样的常温抗折强度随着SiO₂微粉含量的增加略微增加。
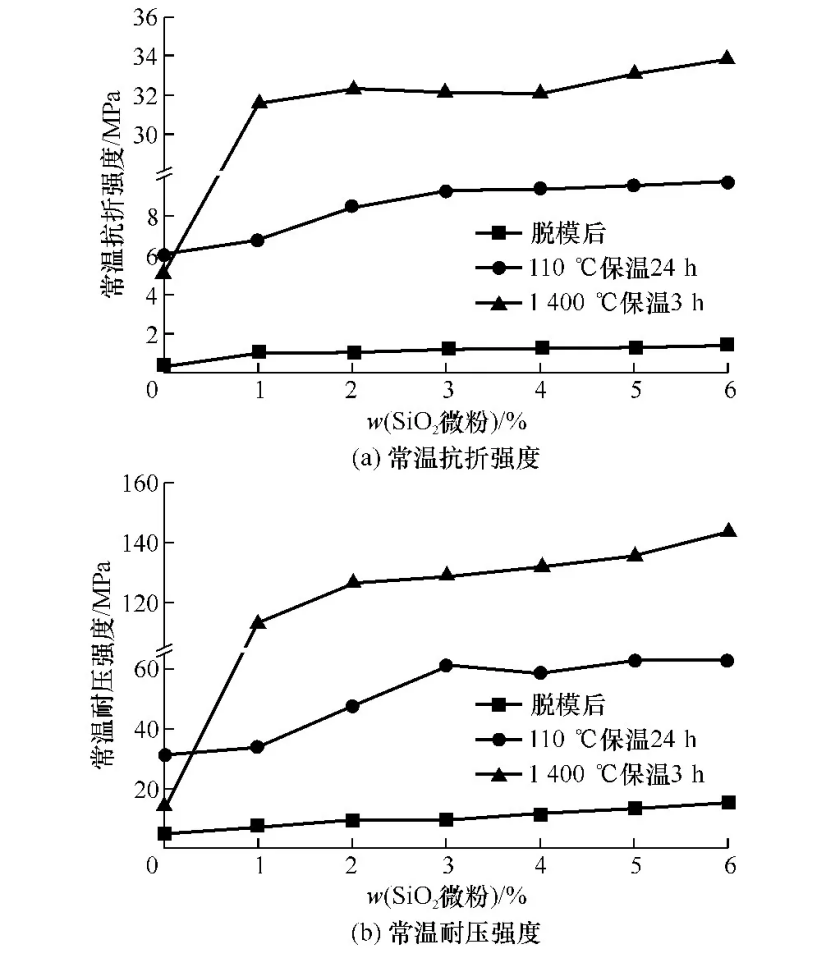
SiO₂微粉的比表面积大,表面存在许多的不饱和键,遇水后形成大量带有Si—OH的胶态结构,这使得脱模后的强度随SiO₂微粉含量的增加而逐渐增加;在经110℃干燥时,SiO₂微粉颗粒表面的Si-OH键脱水聚合成Si-O-Si这种结合牢固的三维网状结构,使得烘后试样的强度逐渐升高;在SiO2微粉含量(w)超过3%后,这种Si-O-Si三维网状结构可能已基本完成,再继续增加Si-O-Si键的含量对其强度的影响就不大了。在1400℃下,SiO₂微粉因其活性很高,产生液相并促进烧结,使得烧后试样具有很高的强度。随着烧结程度的增加,其强度也在缓慢的增加。而SiO₂微粉含量为0的试样在1400℃下没有发生液相烧结,只是发生了ρ-Al₂O₃水化产物结合水的脱除,导致其1400℃烧后的强度低于110℃烘后的。
图4为不同SiO₂微粉试样的体积密度、显气孔率及烧后线膨胀率。
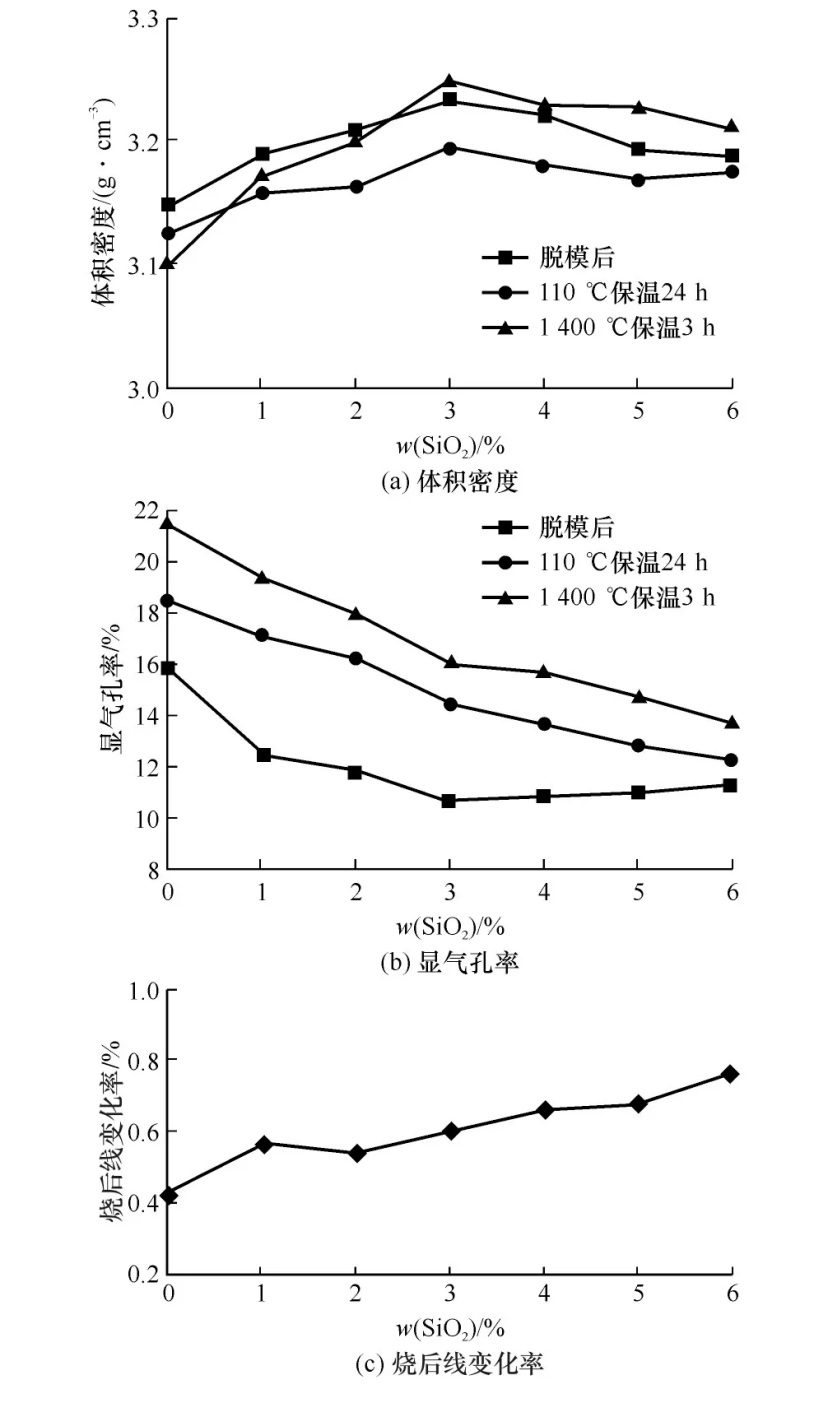
从图4可以看出:1)随着SiO₂微粉含量的增加,试样脱模、干燥和烧后的体积密度先增加后降低,在SiO₂微粉含量(w)为3%时取得最大值;2)脱模、干燥和烧后试样的显气孔率随SiO₂微粉含量的增加基本逐渐降低,且烧后试样的显气孔率大于干燥后的,脱模后的显气孔率最低;3)试样的烧后线膨胀率随SiO2微粉的增加逐渐增大。SiO₂微粉因其粒径小且是球形,所以极易填充浇注料内的微小空隙,从而使其致密程度增加,并降低其气孔率。当SiO₂微粉含量(w)超过3%后,由于SiO₂微粉的堆积密度比刚玉的小,所以体积密度略有下降。随着SiO₂微粉含量的不断增加,烧结程度不断加深,产生的液相量也在不断地填充微小空隙,使得收缩不断加剧,显气孔率不断下降。
2.3 孔径分布和透气度
图5示出了不同SiO₂微粉含量试样1400℃烧后的孔径分布和孔径累积百分含量。
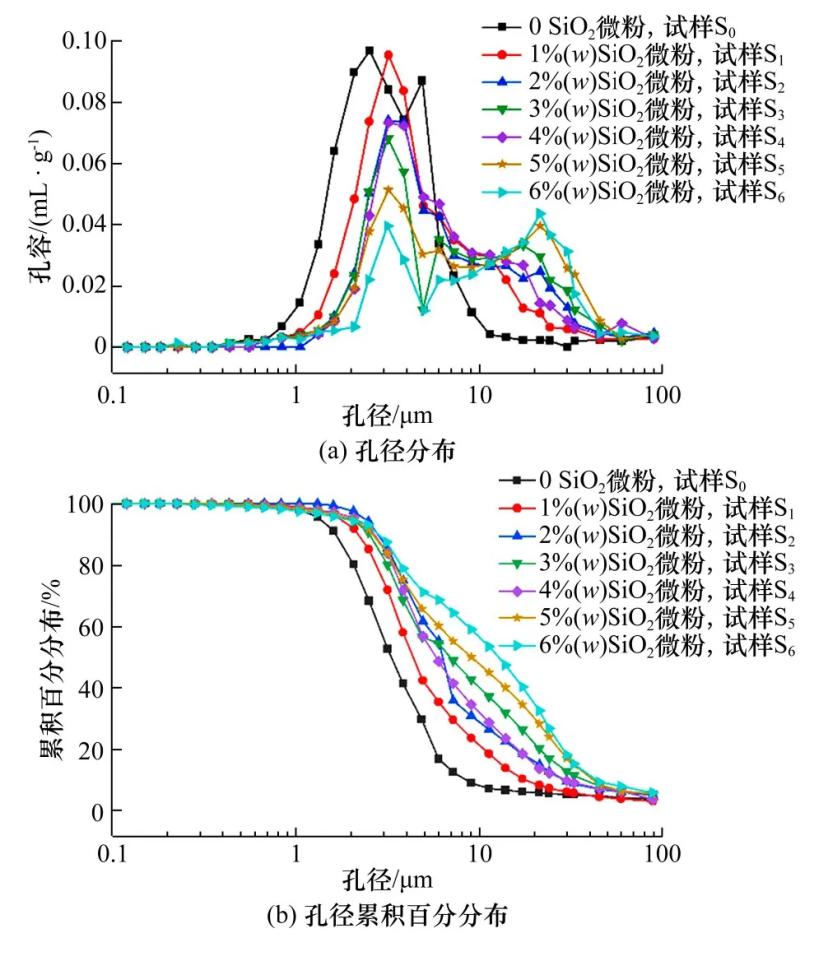
从图5可以看出:1)在SiO₂微粉含量为0时,孔径分布图形较为尖窄,为单峰形状,平均孔径为2.9μm,孔径分布范围主要集中在1~9μm;随着SiO₂微粉含量的不断增加,峰值不断减少,图形向右偏,且逐渐呈双峰分布。2)当SiO₂微粉含量(w)为6%时,其平均孔径为5.5μm,孔径分布范围主要集中在2~5、6~40μm;且从孔径累积百分含量图中也可以看出,随着SiO₂微粉含量的增加,其图形向右偏移。这说明随着SiO₂微粉含量的增加,试样整体的孔径增大。
从图2的显微结构照片中可以看出,在1400℃下,SiO₂微粉产生的液相填充了基质中的许多微小气孔,并消除了一些闭口气孔,使得试样中小孔径的孔减少;产生的液相在降温过程中不断收缩固化,使得许多气孔相互连通形成大孔径的孔,且由于热膨胀系数的不同,使得基质与骨料之间产生许多微裂纹,这些微裂纹也连通许多微小孔和闭口气孔,使得孔径变大。因此,随着SiO₂微粉含量的增加,液相量也不断增加,上述过程不断加剧,使得试样整体孔径不断增大。
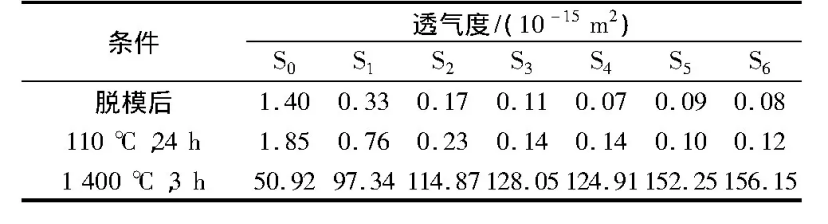
不同SiO₂微粉含量下,试样脱模、干燥和烧后的透气度。从表中可以看出:1)脱模和干燥后的透气度随SiO₂微粉含量的增加而减小,在SiO₂微粉含量达到3%(w)以后,其值趋于平稳。经1400℃热处理后,试样的透气度随SiO₂微粉含量的增加而逐渐增加;2)脱模和烘后试样的透气度值比较接近,而烧后试样的透气度是脱模和烘后的几百倍。这是因为SiO₂微粉具有填充空隙作用,试样S0没有加入SiO₂微粉,内部空隙较多,气孔率较高,因此连通气孔较多,透气性较高;加入SiO₂微粉之后,SiO₂微粉不断填充空隙,使得大气孔变成小气孔,也可能会封闭一些连通气孔并形成更多的闭口气孔,使得透气性降低。而试样经1400℃热处理后,随着SiO₂微粉含量的增加,内部产生的微裂纹数也在不断增加,这种微裂纹连通许多其他的开口气孔,形成类似树枝状分布的江河流通图,为气体的流通和扩散提供了方便快捷的通道。
2.4 抗爆裂性能
不同SiO2微粉含量试样在各温度段的抗爆裂试验结果。从表中可以看出:试样S0在炉温为500℃时未发生爆裂,在550℃炉温下发生爆裂,爆裂时间为250s,因此其抗爆裂温度为500℃;试样S1的抗爆裂温度为550℃,在600℃炉温下的爆裂时间为246s;试样S2的抗爆裂温度为500℃,在550℃炉温下的爆裂时间为325s;试样S3、S4、S5和S6的抗爆裂温度均为450℃,在炉温为500℃下的爆裂时间分别为468、460、373和375s。
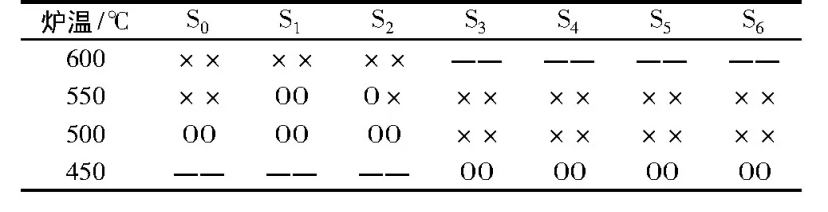
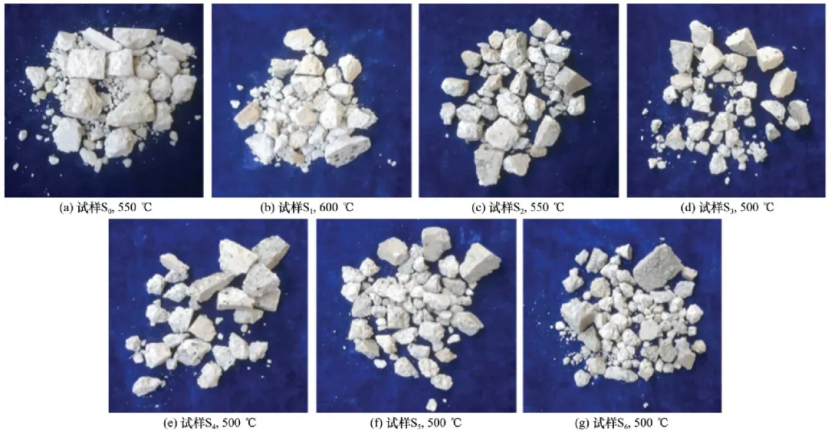
图6为试样在各温度下爆裂后残余的大块碎样图。从图中可以看出,试样均为粉碎性爆裂,无产生大裂纹型的爆裂,这也是ρ-Al₂O₃结合的爆裂特性。同时也可以看出,试样S3、S4、S5和S6在500℃炉温下爆裂后的残余大块碎样量在逐渐减少,这也可以说明爆裂程度增加,抗爆裂性能降低。
抗爆裂性主要与材料内部气体逸散的快慢程度有关,也与材料内部的结合强度有关。试样S0在脱模后虽然具有较高的气体逸散能力,但其结合强度很低,在温度为300~500℃时,ρ-Al₂O₃的水化产物脱除结合水,使其结合强度进一步降低,而这时的内部蒸汽压增大,在这两方面的作用下,使得其抗爆裂性并不是很好。而在加入SiO₂微粉的情况下,其脱模时的结合强度得到很大的提高,且随着自由水和吸附水的脱除,形成Si—O—Si三维网状结构,使得结合强度进一步提高,且这种结构在1200℃以前不会遭到破坏。因此,ρ-Al₂O₃的水化产物脱水不会对其强度造成很大影响,使得其抗爆裂性有所增加。但随着SiO₂微粉含量越来越高,其结合强度不再显著增加,而其内部气体逸散能力快速下降,使得其抗爆裂性不断减弱。
结论
(1)随着SiO₂微粉含量的增加,试样的常温力学性能得到很大提高,体积密度先增加后略有下降,显气孔率则逐渐降低,线膨胀率逐渐增加。
(2)随着SiO₂微粉含量的增加,试样经1400℃热处理后的整体孔径在逐渐增大,脱模后和110℃烘后的透气度先减少后趋于平稳,1400℃热处理后的透气度则逐渐增大。
(3)随着SiO₂微粉含量的增加,试样的抗爆裂性能先增加后降低,在SiO₂微粉含量(w)为1%时,抗爆裂温度最高,为550℃。综合考虑试样的力学性能和抗爆裂性能,SiO₂微粉的适宜添加量为1%~2%(w)。



